Project Background:
• Hebei Coal Coking Industry Co., Ltd.
Solutions:
• Gas volume control: boiler outlet steam pressure as the main key, main steam flow as the feedforward to control the boiler fuel volume.
• Air Supply Control System (Flue Gas Content Control System): In order to adjust the blast furnace gas distribution rate, and then with oxygen amount to correct the loop cascade in the air supply control circuit.
• Air diversion control system (furnace negative pressure control system): the furnace negative pressure as the main control parameters, the total air feed signal as feed.
• Co-ordinated control of the furnace: on the one hand, the boiler load adjustment through the boiler load distribution operation system for operation and control; On the other hand, the control of the main steam pressure tube of the boiler is controlled by adjusting the opening of the steam engine valve.
• Main steam temperature control.
• Supply Water Control (Steam Pack Water Level Control): A three-impulse control system consisting of steam flow, steam pack water level and feed water flow.
• Condenser water level control.
• Shaft seal pressure control: by controlling the shaft seal steam pressure.
• In addition, there is a continuous expansion container water level control; High pressure heating gas water level control low pressure heater water level control; Deoxidizer water level control; Deoxidizer pressure control, etc.
Project Highlights:
• Recovery of coke oven gas 19.204.7 million cubic meters/year, annual power generation of 25.436 million degrees, will save 90,000 tons of standard coal year-round. Equivalent to reducing sulphur dioxide emissions by 0.203 million tonnes/year and reducing soot emissions by 228 million tonnes/year.
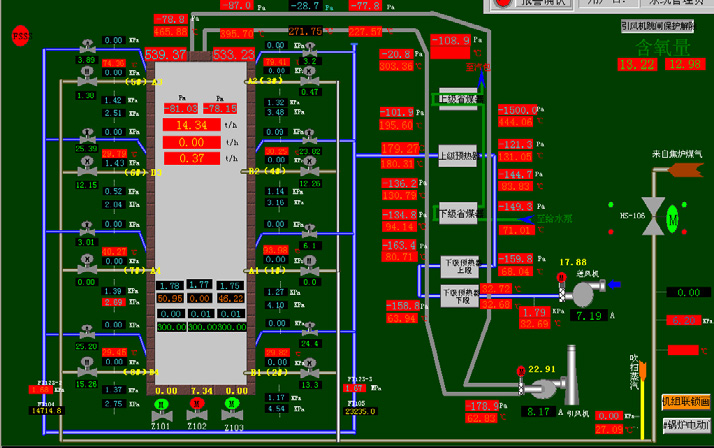
Boiler combustion system (hearth)
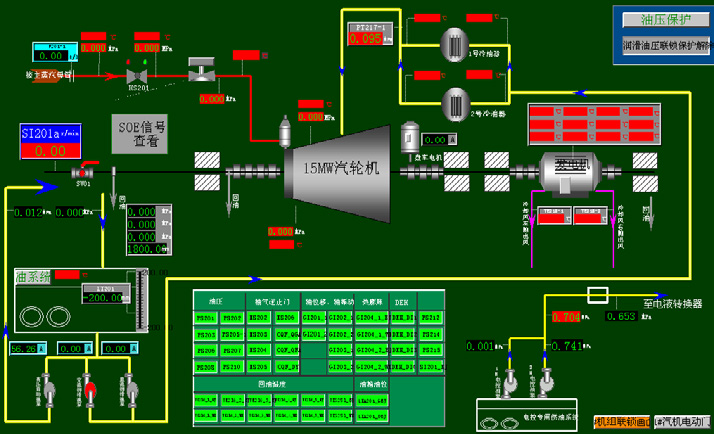
汽轮机监控
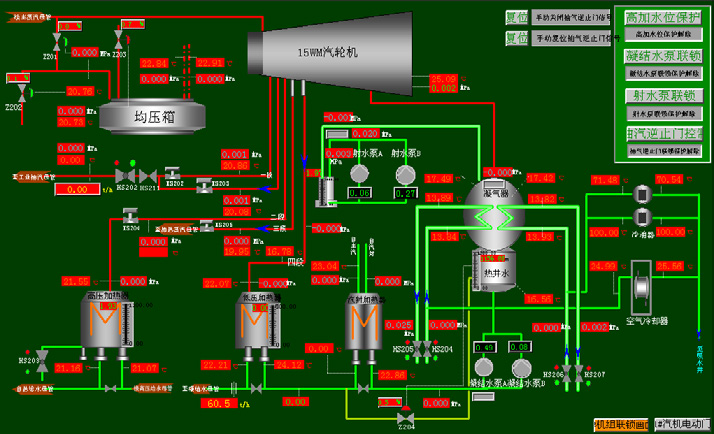
Steam turbine soda system
Project Background:
• Hebei Coal Coking Industry Co., Ltd.
Solutions:
• Gas volume control: boiler outlet steam pressure as the main key, main steam flow as the feedforward to control the boiler fuel volume.
• Air Supply Control System (Flue Gas Content Control System): In order to adjust the blast furnace gas distribution rate, and then with oxygen amount to correct the loop cascade in the air supply control circuit.
• Air diversion control system (furnace negative pressure control system): the furnace negative pressure as the main control parameters, the total air feed signal as feed.
• Co-ordinated control of the furnace: on the one hand, the boiler load adjustment through the boiler load distribution operation system for operation and control; On the other hand, the control of the main steam pressure tube of the boiler is controlled by adjusting the opening of the steam engine valve.
• Main steam temperature control.
• Supply Water Control (Steam Pack Water Level Control): A three-impulse control system consisting of steam flow, steam pack water level and feed water flow.
• Condenser water level control.
• Shaft seal pressure control: by controlling the shaft seal steam pressure.
• In addition, there is a continuous expansion container water level control; High pressure heating gas water level control low pressure heater water level control; Deoxidizer water level control; Deoxidizer pressure control, etc.
Project Highlights:
• Recovery of coke oven gas 19.204.7 million cubic meters/year, annual power generation of 25.436 million degrees, will save 90,000 tons of standard coal year-round. Equivalent to reducing sulphur dioxide emissions by 0.203 million tonnes/year and reducing soot emissions by 228 million tonnes/year.
Boiler combustion system (hearth)
汽轮机监控
Steam turbine soda system

